|
Product Details:
|
| Frequency: | 35kHZ | Application: | Sealing Or Cutting Machine |
|---|---|---|---|
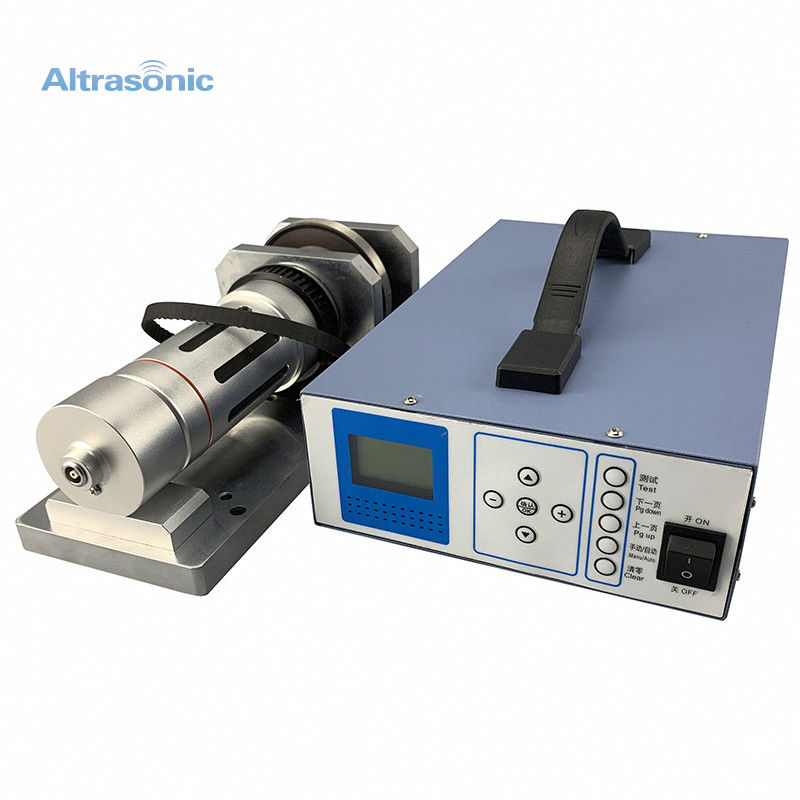
| Power: | 800W | Components: | Ultrasonic Transducer, Generator And Wheel |
| Frequency Tuning Method: | Auto Tuning | Power Adjusting Method: | 30%-99% |
| Highlight: | ultrasonic sewing machine,ultrasonic sealing equipment |
||
35kHz 800W Ultrasonic Sealing Core Parts In Seamless Ultrasonic Sewing Machine
Description:
Ultrasonic sewing movements can be used for underwear sewing in the textile industry.Ultrasonic seamless underwear stitching equipment, also known as seamless underwear lace machine. Mainly through the principle of force and ultrasonic, the ultrasonic technology is successfully applied to underwear products, through the special flower to the edge of the underwear for lace trimming, pressing various types of dark lines, or pressing various flower holes, and can be on the edge or Different regular flower-shaped holes are used for melting edge treatment. The effect of melt-cutting is soft, no wire-cutting, no break, no damage, no burrs, no damage to the original characteristics of underwear materials, no stimulation to the skin, environmental protection and human health, no The effect of oppression. The shape of the lace is arbitrarily variable, so that the surrounding is smooth and elastic, which can accurately express the inner feelings and external temperament of women. It shows the momentary eternal, the humble subtle, the inner elegance, and the resounding atmosphere, comfortable and sexy. More care, fully embodies the basic design concept of underwear and the basic style displayed by its products. The Southern Lijin Ultrasonic Seamless Lingerie Lace Machine expresses the characteristics of seamless underwear.
Specifications:
| Model | HS-WS35-S |
| Frequency | 35 KHz |
| Power | 800 W |
| Rotary Welding Horns Width | 12 mm |
| Power Adjust Method | File or Continuous |
| The Horns Surface Hardness | More than HRC56 |
| Real-time Display | Working Frequency and Working Current |
| Synchronizing Wheel Specifications | 46XL Trapezoidal Tooth,Width16mm |
| Synchronizing Belt Matched | The Length is not more than730mm,the Width 12mm |
| Allowable Rotation Speed | 100 r/min. |
| Install Bolt | M8, 4 pcs |
Principle:
With ultrasonic sealing, the heat required for melting is only generated inside the thermoplastic sealing layer. For localized conversion of vibrations to friction heat, the anvil or sonotrode profiles are mostly linear. These profiles ensure focusing of the energy input and therefore short sealing times between 100 and 200 milliseconds. With ultrasonic sealing heat is generated at the inside of the film, not by heat input from the outside as is the case with heat sealing, for example. The tools (sonotrode and anvil) that come into direct contact with the packaging material, remain cold during the entire weld process. The support layer remains almost cold and upon termination of energy input, the heat dissipates faster to the outside due to the temperature difference between the support layer and the sealing layer so that the hot-tack resistance is significantly higher.
![]()
![]()
![]()
Contact Person: Ms. Hogo Lv
Tel: 0086-15158107730
Fax: 86-571-88635972